

Rješenje za WPC Decking Online Embossing Problemi
Rješenje za WPC Decking Online Embossing Problemi
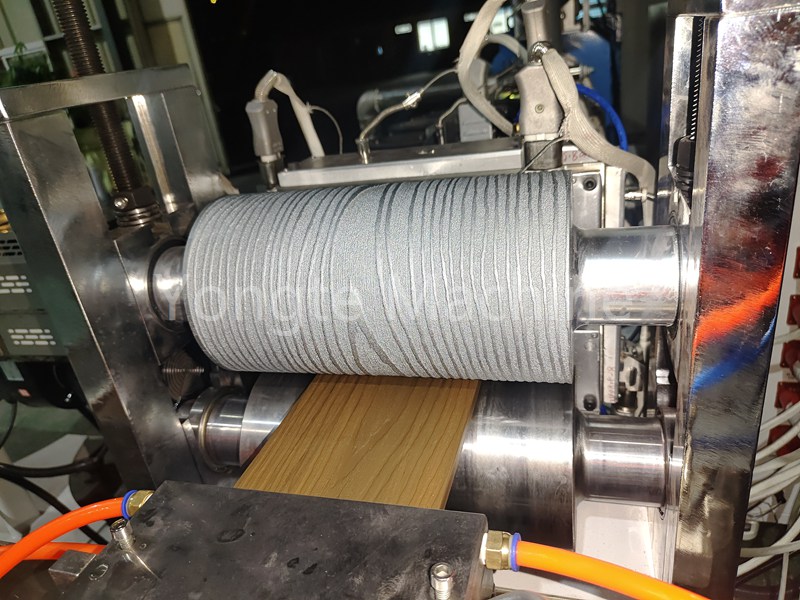
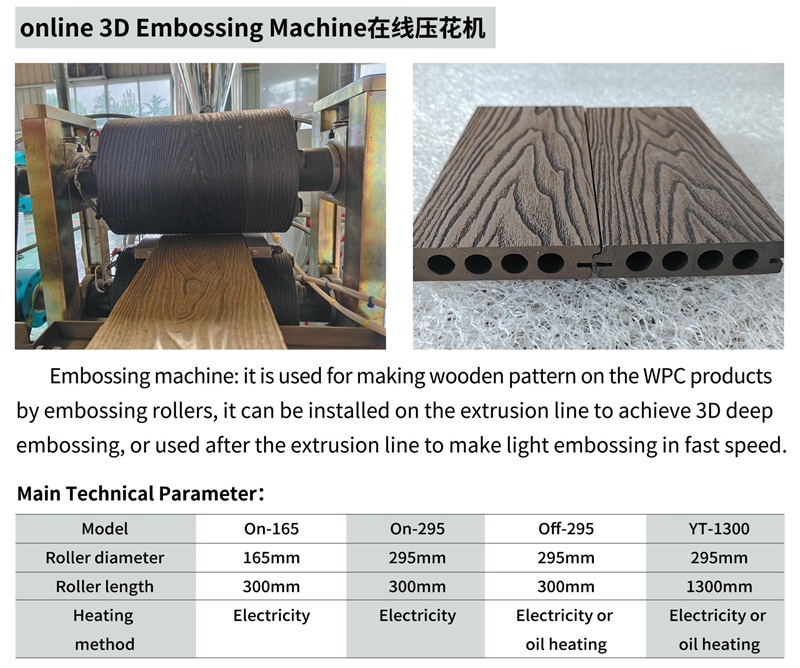
Pri izradi WPC brodskim podovima, mrežno utiskivanje vrlo je važno za kvalitetu proizvoda, ali mnogi operateri nailaze na probleme tokom proizvodnje, što rezultira ili umunjenim uzorcima ili neravnim utiskim dubinama.
Ne paničite! Danas će Yongte podijeliti naš profesionalni komplet "prve pomoći" s vama. Nakon što sam ga pročitao, možete direktno shvatiti visokokvalitetnu WPC brodu! U stvari, sve dok savladate ključne točke, scena prevrtanja može se pretvoriti i prekrasno! Zatim će vas inženjeri Yongte naučiti da korak po korak da pretvorimo "prebacivanje scene" u "plafon iz izgleda"!

Nejasan uzorak na površini plastičnog drveta može biti uzrokovan mnogim faktorima kao što su sirovine, proizvodni proces, opreme itd. Sljedeći su specifični razlozi i rješenja:
I. Problemi sa sirovinama
1. Nerazumni omjer sirovine
Razlog:
Sadržaj biljnih vlakana kao što je drveni prah / bambusov prah je previsok ili udio plastičnih podloga (poput PE, PVC-a) prenizak, što rezultira lošim fluidnošću smjese i poteškoće u ispunjavanju detalja o uzoru kalupa.
Previše punila (kao što je kalcijum karbonat) može smanjiti plastičnost topline i uzrokovati nejasno pritiskanje uzorka.
Prijedlozi rješenja:
Optimizirajte omjer formule i na odgovarajući način povećajte sadržaj plastične podloge (poput PE / PVC omjera povećan na 40% ~ 60%) kako bi se osiguralo da se talina ima dobru fluidnost na visokoj temperaturi.
Kontrolišite količinu punila ili koristite materijale za punjenje sa finijom veličinom čestica (poput nano kalcijum karbonata) za poboljšanje ujednačenosti smjese.
2. Jadni efekt topljenja sirovina
Razlog:
Temperatura obrade je nedovoljna, plastika nije u potpunosti rastopljena, a kombinacija sa vlaknima nije uska, a kalup se ne može u potpunosti prenijeti tijekom pritiska.
Sadržaj vlage sirovina je previsok (posebno puder od drva), a vodena para generira se na visokoj temperaturi, što rezultira površinskim mjehurićima ili zamućenim uzorcima.
Prijedlozi rješenja:
Povećajte temperaturu ekstrudera (poput povećanja temperature odsjeka za topljenje za 5 ~ 10 ℃) kako bi se osiguralo da je plastika u potpunosti plastificirana, a istovremeno izbjegavajte degradaciju materijala uzrokovana prekomjernom temperaturom.
Osušite vlakna sirovina poput drveta (sadržaj vlage se kontrolira ispod 3%), koji se može unaprijed tretirati opremom za sušenje.

II. Problemi sa proizvodnim procesom
1. Nedovoljan pritisak ekstruzije
Razlog:
Brzina vijka ekstrudera je preniska ili se vijak istroši, što rezultira nedovoljnim pritiskom topline i nemogućnim učinkovito napuniti utor za uzorke kalupa.
Dizajn kanala kalupa je nerazuman (kao što je ulaznog dijela je preširok, omjer kompresije je nedovoljan), što rezultira pretjeranim gubitkom pritiska.
Prijedlozi rješenja:
Na odgovarajući način povećajte brzinu vijaka (poput povećanja 10 ~ 20r / min) ili zamijenite istrošeni vijak / bačvu za povećanje pritiska dostavljanja rastopljenja.
Optimizirajte strukturu kalupa, povećajte dužinu kompresije ili podesite omjer kompresije protoka (poput 2: 1 do 3: 1) kako bi se osigurao dovoljan pritisak na uzorku.
2. Nepravilna relegantna vremena i kontrola hlađenja
Razlog:
Udaljenost između reljefnog valjka i izlaza ekstrudera je predaleko, topi se prebrzo hladi i teško je izručiti jasan obrazac nakon površine.
Temperatura reljefnog valjka je previsoka ili preniska: previsoka temperatura može lako uzrokovati deformaciju uzorka; Previše slaba temperatura uzrokovat će se da se talina brzo hladi i uzorak je nepotpun.
Brzina hlađenja je neujednačena, a lokalni uzorak je zamagljen zbog brzog skupljanja.
Prijedlozi rješenja:
Skratite udaljenost između reljefne stanice i ekstrudera (preporučuje se da se kontrolira unutar 50 ~ 100cm) kako bi se osiguralo da se talina u najboljem plastičnom stanju.
Precizno kontrolirajte temperaturu reljefnog valjka (obično 20 ~ 30 ℃ niže od temperature topljenja), što se može podesiti u realnom vremenu kroz sistem regulacije temperature.
Optimizirajte sistem hlađenja i koristite segmentirano hlađenje (kao što su prvo hlađenje zraka, a zatim vode za hlađenje) kako bi se osigurala jednolično hlađenje površine i izbjegavanje brzih rashladnih deformacija.
III. Oprema i utiskivanje problema sa valjkama
1. Embosiranje oštećenja rolera ili dizajna
Razlog:
Nakon dugotrajne upotrebe, ivica reljefnog valjka je istrošen, što rezultira nedovoljnim trodimenzionalnim osjećajem reljefnog uzorka.
Dubina obrasca je previše plitka (kao što je <0,3 mm) ili je ugao prevelik (poput ugao nagiba> 60 °), a topi se teško popuniti detalje savjeta.
Prijedlozi rješenja:
Redovno provjeravajte habanje reljefnog valjka, održavajte ili zamijenite na vrijeme kako biste osigurali oštar rub uzorka.
Optimizirajte dizajn reljefnog uzorka valjka: dubina se preporučuje da postoji 0,5 ~ 1,0 mm, a ugao nagiba se kontrolira na 45 ° ~ 55 ° kako bi se olakšalo punjenje i dekolding.
2. Nedovoljna relegantna preciznost valjka
Razlog:
Površina hrapavosti reljefnog valjka nije dovoljna (poput ra vrijednosti> 1,6 μm) ili preciznost uzorka je niska (kao što je nedovoljna rezolucija laserskog graviranja), što rezultira zamućenim linijama.
Pritisak između reljefnog valjka i vučnog valjka je neujednačen (poput lijeve i desne razlike u tlaku> 5%), što rezultira djelomičnom jasnoćom i djelomičnom zamućenju uzorka.
Prijedlozi rješenja:
Površinska obrada reljefnog valjka (poput kromiranog obloga, poliranje ogledala, kontrola hrapavosti RA≤0,8 μm i koristite visoko preciznu tehnologiju graviranja (poput graviranja vlakana, rezolucija ≤0,02 mm).
Kalibrirajte reljefni sustav tlaka valjka kako biste osigurali ujednačeni pritisak na lijevoj i desnoj strani (greška <2%), koja se može nadgledati u stvarnom vremenu prema senzoru pritiska.

IV. Ostali faktori
1. Previše brzi brzina vuče
Razlog:
Brzina vuče ne odgovara brzini ekstruzije (kao što je brzina vuče> brzina ekstruzijske linije 15%), što rezultira pretjeranim istezanjem topline tijekom relegava i splikanja detalja o uzoru.
Prijedlozi rješenja:
Prilagodite brzinu vuče tako da se brzina vučne linije odgovara brzinom ekstruzije (greška ≤5%), koja se može kontrolirati pretvaračem.
2. Nepravilna upotreba maziva
Razlog:
Prekomjerno dodavanje maziva (poput više od 1,5%) uzrokuje da površina topline bude previše glatka, jednostavna za klizanje tokom utisca i teško je oblikovati obrasce.
Rješenje:
Smanjite količinu maziva (poput kontrole u roku od 0,5% ~ 1,0%) ili ga zamijenite unutarnjim mazivom s boljom kompatibilnošću (poput gliceryl stearate) kako ne biste utjecali na rastopljenje.
Da se sumira, rješavanje problema mrežnog utiskivanja zahtijeva više aspekata. Pronađite korijenski uzrok i riješite ga u skladu sa stvarnom proizvodnom situacijom. Tada možete izraziti visokokvalitetne i prekrasne WPC brojeve. Ako imate bilo kakvih potreba, obratite se Yongte-ovom inženjerskom timu kako bi vam pomogao da riješite različite probleme u proizvodnji WPC palube na mreži.
