

Dom > Proizvodi > Mašina za ekstruziju drvene plastike WPC > WPC mašina za izradu vrata > Proces proizvodnje WPC vrata


Proces proizvodnje WPC vrata
Yongte je profesionalni proizvođač za fabriku procesa proizvodnje WPC vrata sa uslugom projekta i visokog kvaliteta
Model:SJSZ92188
Pošaljite upit
opis proizvoda
Proizvođač proizvodnje Vrata Yongte WPC za projekt u ruke u ruke
Proces procesa procesa proizvodnje i opreme WPC vrata obično uključuje sljedeće:
I, Priprema sirovine:
Nabavka sirovina: Odaberite visokokvalitetnu PVC smolu, drveni prah ili drvene vlakne kao glavne sirovine. PVC smola obično bira proizvode domaće marke medicine, a drveni prah pružaju profesionalni drveni kompanije sa visokokvalitetnim drvenim vrstom drvene prahom, a finoća, sadržaj vlage i drugi pokazateljima potrebni su za ispunjavanje zahtjeva za proizvodnju.
Drveni prah mora biti ocijenjen, prikazan, prizemljen, prisušen i premazan kako bi se osigurala njegova kvaliteta i performanse u naknadnoj obradi. U isto vrijeme, pomoćni materijali poput stabilizatora, pjenećih sredstava, modifikatora, maziva, boja itd. Pripremaju se u određenom udjelu.
Sastojci: Prema zahtjevima i formuli za performanse proizvoda, precizno vagati različite sirovine i dodajte ih u opremu za miješanje.
II, miješanje:
Stavite važeću PVC smolu, puder za drvo, stabilizator, pjenusni agent, modifikator itd. U veliku mikseru za preliminarno miješanje kako bi se razne sirovine ravnomjerno raspršile.
Grijanje i miješanje: Tijekom postupka miješanja materijal se zagrijava za plastificiranje PVC smole. Temperatura se uglavnom kontrolira na oko 100 ℃ -150 ℃, a vrijeme je oko 5-15 minuta. Specifični parametri ovise o formuli i opremi.
Hlađenje i pražnjenje: Nakon završetka miješanja materijal se hladi na oko 40 ℃ -60 ℃, a zatim se ispraznite u kantu za odlaganje za stanje pripravnosti.

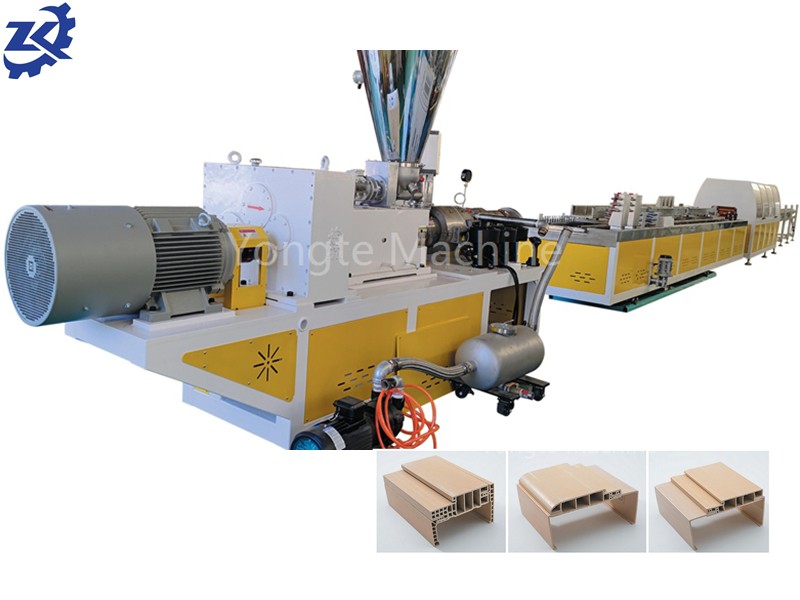
III, WPC profil vrata za ekstrudiranje vrata:
Hranjenje: Mješoviti materijal prenosi se na spremnik ekstrudera putem automatskog uređaja za hranjenje.
Plastificiranje ekstruzije: materijal je podvrgnut rotirajućim ekstrudiranju i zagrijavanju vijka u bačvi ekstrudera, a daljnji je plastificiran i miješa se za formiranje ujednačene mješavine plastike. Temperatura ekstrudera općenito se kontrolira na 140 ℃ -185 ℃, glavna brzina motora je 7-15r / min, a brzina hranjenja je 10-15r / min.
Formiranje kalupa: Plastificirani materijal prolazi kroz ekstruzijsku luku ekstrudera i ulazi u unaprijed dizajnirani kalup. Pod djelovanjem kalupa formira se kontinuirano prazno s potrebnim oblikom presjeka, poput praznog okvira vrata, lista vrata itd.
Hlađenje i oblikovanje
Hlađenje: Ekstrudirani prazni odmah ulazi u rashladni uređaj, obično koristeći hlađenje vode ili hlađenje zraka da se brzo ohladi i učvršćuje prazno i oblikuju u potreban oblik i veličinu.
VAČKA: Dok se hladi, prazno je povlačenje vučnog uređaja kako bi se osigurala kontinuirana i stabilna ekstruzija i hlađenje. Brzina vuče odgovara brzini ekstruzije, uglavnom oko 1-5m / min.
Rezanje
Rezanje sa fiksnim dužinom: Nakon hlađenja i oblikovanja, drvena plastična ploča ili profil izrezuju se u potrebnu duljinu pomoću opreme za rezanje prema potrebama veličine vrata, poput vertikalnog okvira okvira vrata i veličine lista vrata.
Rezanje rezanja: ivice rezanih dijelova su obrezane za uklanjanje burnih, bljeskališta itd. Kako bi ivice dijelova glatki i ravni da bi se osigurala ugradnja i korištenje performansi vrata.

IV, WPC kalupljenje za ekstruziranje vrata:
Hranjenje: Mješoviti materijal prenosi se na spremnik ekstrudera putem automatskog uređaja za hranjenje.
Plastificiranje ekstruzije: materijal je podvrgnut rotirajućim ekstrudiranju i zagrijavanju vijka u bačvi ekstrudera, a daljnji je plastificiran i miješa se za formiranje ujednačene mješavine plastike. Temperatura ekstrudera općenito se kontrolira na 140 ℃ -185 ℃, glavna brzina motora je 7-15r / min, a brzina hranjenja je 10-15r / min.
Formiranje kalupa: Plastificirani materijal prolazi kroz ekstruzijsku luku ekstrudera i ulazi u unaprijed dizajnirani kalup. Pod djelovanjem kalupa formira se kontinuirano prazno s potrebnim oblikom presjeka, poput praznog okvira vrata, lista vrata itd.
Hlađenje i oblikovanje
Hlađenje: Ekstrudirani prazni odmah ulazi u rashladni uređaj, obično koristeći hlađenje vode ili hlađenje zraka da se brzo ohladi i učvršćuje prazno i oblikuju u potreban oblik i veličinu.
VAČKA: Dok se hladi, prazno je povlačenje vučnog uređaja kako bi se osigurala kontinuirana i stabilna ekstruzija i hlađenje. Brzina vuče odgovara brzini ekstruzije, uglavnom oko 1-5m / min.
Rezanje
Rezanje sa fiksnim dužinom: Nakon hlađenja i oblikovanja, drvena plastična ploča ili profil izrezuju se u potrebnu duljinu pomoću opreme za rezanje prema potrebama veličine vrata, poput vertikalnog okvira okvira vrata i veličine lista vrata.
Rezanje rezanja: ivice rezanih dijelova su obrezane za uklanjanje burnih, bljeskališta itd. Kako bi ivice dijelova glatki i ravni da bi se osigurala ugradnja i korištenje performansi vrata.

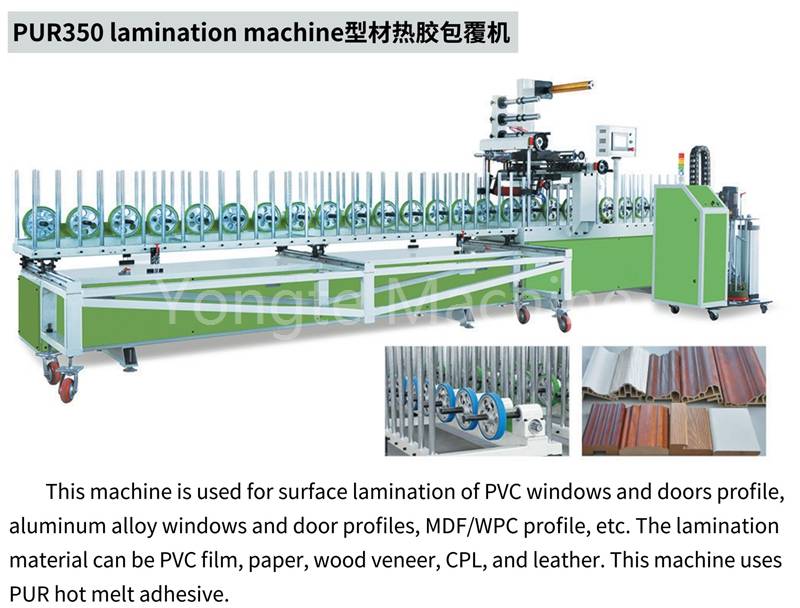
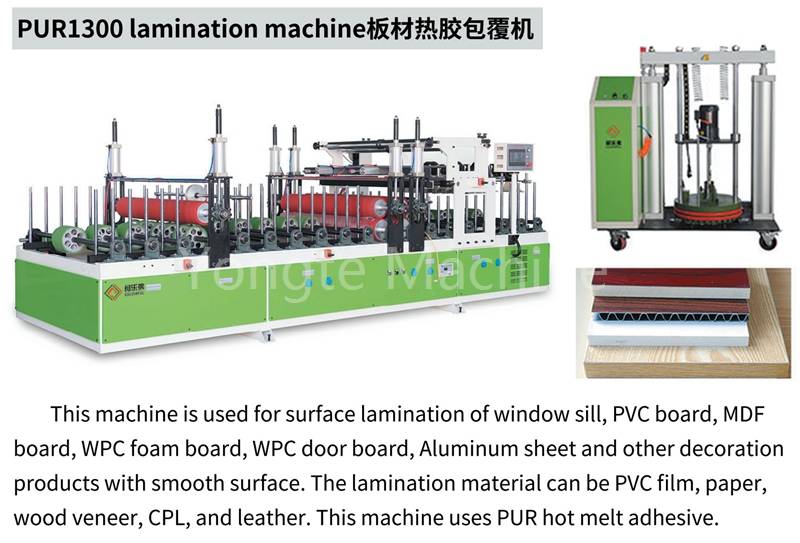
V, površinski tretman:
Brušenje: Koristite mašinu za brušenje za pijesak površine dijelova rezanih vrata kako biste uklonili površinske nedostatke, poboljšajte ravnost i hrapavost i pružite dobar temelj za naknadnu obradu površine.


Laminiranje ili slikanje: Tehnologija termičke prijenosa može se koristiti za prijenos raznih žitarica, boja ili uzorke na površinu vrata, tako da proizvod ima razne vrhunske drvene žitarice i boje; Može se naslikati, oslikan itd. Da bi povećali ljepotu i izdržljivost vrata. Pored toga, može se izvesti peritonealni tretman, a može se priložiti sloj zaštitnog filma za reprodukciju vodootporne i ogrebotine.





VI, Skupština WPC vrata
Sklop okvira vrata: Sastavite dijelove okvira izrezanih vrata, obično koristeći spojeve morti i tenon, zalijepite spojeve ili konektore kako bi se osigurala strukturalna čvrstoća i dimenzionalna tačnost okvira vrata.
Instalacija lista vrata: Sastavite list vrata pomoću okvira vrata, instalirajte hardversku pribor kao što su šarke i brave za vrata, ispravljajte otvaranje i zatvaranje fleksibilnosti vrata i osigurajte normalnu upotrebu vrata.

VII, kvalitetan pregled WPC vrata:
Izvršite kvalitetnu inspekciju na površini tretiranog lista i profilima WPC-a, poput veličine, izgleda, performansi itd. Kako bi se osiguralo da ispunjavaju relevantne standarde i zahtjeve.


VIII, ambalaža i skladištenje: Pakirajte profile vrata WPC-a koji su prošli inspekciju kvalitete i čuvaju ih u skladištu za skladište i pritvor.
Hot Tags: Mašina za proizvodnju WPC vrata, Kina, proizvođač, dobavljač, tvornica, kupiti, kvalitet, ce, cijena
Povezana kategorija
WPC mašina za izradu profila
WPC mašina za izradu vrata
WPC mašina za izradu ploča
WPC pomoćna mašina za obradu
Pošaljite upit
Slobodno pošaljite svoj upit u formu ispod. Odgovorit ćemo vam u roku od 24 sata.





