

Rješenje za odstupanje dimenzija, iskrivljenje i deformacije u proizvodnji WPC vrata
Rješenje za odstupanje dimenzija, iskrivljenje i deformacije u proizvodnji WPC vrata
Abstract
Drvo-plastična kompozitna (WPC) vrata su se pojavila kao glavni proizvod u modernoj industriji proizvodnje vrata i prozora zahvaljujući svojim izvanrednim prednostima uključujući ekološku prihvatljivost, otpornost na vlagu, otpornost na koroziju i niske sveobuhvatne troškove proizvodnje. Ipak, odstupanje dimenzija, savijanje i nepovratna deformacija su tri preovlađujuća defekta kvaliteta tokom procesa ekstruzije i oblikovanja WPC vrata. Ovi problemi ne samo da smanjuju ravnost površine i ukupni izgled gotovih proizvoda, već i direktno utiču na kasniju efikasnost montaže, vijek trajanja proizvoda i zadovoljstvo kupaca. Na osnovu godina iskustva u proizvodnji na licu mjesta i tehničkog istraživanja, profesionalni inženjeri iz Yongte-a sumiraju ciljana rješenja za prilagođavanje i korekciju za gornja tri defekta, s ciljem da pruže pouzdane tehničke reference za proizvođače WPC vrata kako bi optimizirali proizvodne procese i unaprijedili kvalitet proizvoda.

1. Uvod
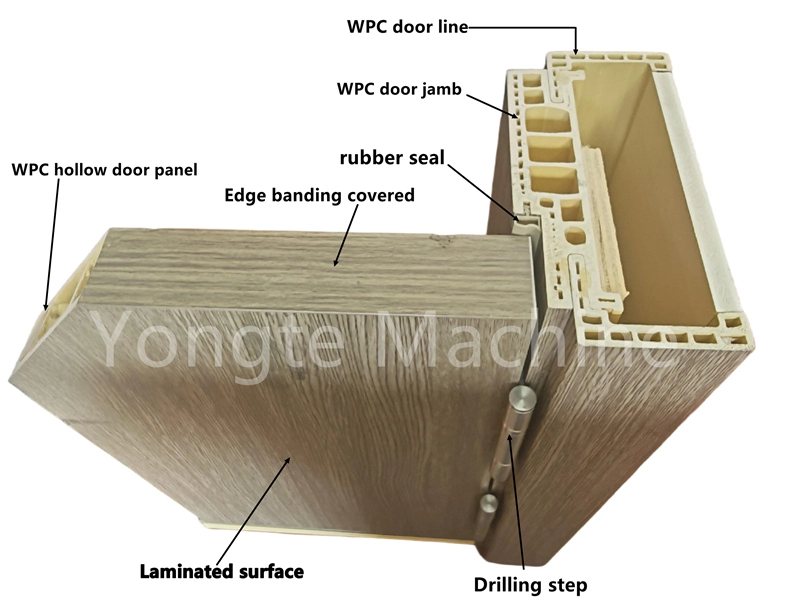
WPC materijali su spojeni sa biljnim vlaknima, termoplastičnom smolom, funkcionalnim aditivima i drugim sirovinama putem topljenja i ekstruzije na visokim temperaturama. Pod uticajem više faktora kao što su omjer formule sirovina, temperatura ekstruzije, sistem hlađenja, brzina vuče i proces rezanja, poluproizvodi i gotovi proizvodi WPC vrata su skloni nestabilnim ukupnim dimenzijama, jednostranom ili bilateralnom savijanju i strukturnim deformacijama. Za razliku od tradicionalnih vrata od punog drveta i PVC vrata, WPC vrata imaju složene karakteristike unutrašnjeg strukturalnog naprezanja. Slijepo otklanjanje grešaka jednog parametra procesa ne može u potpunosti eliminirati nedostatke kvaliteta; potrebna je sistematska optimizacija od oblikovanja, hlađenja do naknadne obrade. U ovom radu analiziraju se osnovni uzroci uobičajenih nedostataka i predlažu izvodljive strategije ispravljanja.
2. Uzroci i rješenja za ispravljanje uobičajenih defekata WPC vrata
2.1 Dimenziona devijacija
2.1.1 Uzroci kvarova
Dimenzionalno odstupanje se odnosi na grešku između stvarne dužine, širine i debljine WPC vrata i standardnih projektnih vrijednosti, koja se uglavnom javlja u fazi rezanja i ekstruzionog oblikovanja. Glavni inducirajući faktori uključuju neravnomjerno hlađenje profila, fluktuirajuću brzinu vuče, nerazuman strukturalni dizajn sistema za oblikovanje i greške u ručnom ili mehaničkom rezanju. Prekomjerne greške u dimenzijama dovest će do lošeg usklađivanja tokom sastavljanja okvira vrata, što će rezultirati prazninama, zaglavljivanjem vrata i drugim problemima nakon prodaje.
2.1.2 Profesionalne korektivne mjere
Prema Yongteovom tehničkom timu, kombinovani proces vakuumskog oblikovanja, cirkulacije vodenog hlađenja i stabilne kontrole vuče jezgro za kontrolu točnosti dimenzija WPC vrata. Prvo, sistem vakuumskog oblikovanja je usvojen da ograniči vanjsku konturu ekstrudiranih WPC profila u realnom vremenu, kako bi se izbjeglo širenje ili skupljanje profila uzrokovano toplinskom ekspanzijom i hladnom kontrakcijom. Drugo, uređaj za hlađenje cirkulirajućim vodom je konfiguriran tako da ostvaruje ravnomjerno i postepeno hlađenje unutrašnjeg i vanjskog sloja panela vrata, eliminira lokalne razlike u skupljanju i stabilizira osnovnu veličinu profila nakon oblikovanja.
Osim toga, bitno je uskladiti uređaj za vuču visoke preciznosti sa konstantnom brzinom kako bi se izbjeglo podrhtavanje veličine uzrokovano brzom i sporom trakcijom. U suradnji s optimiziranom opremom za sečenje fiksne dužine, cijela proizvodna linija može ostvariti preciznost rezanja kontroliranu unutar±1 mm, koji u potpunosti ispunjava zahtjeve visokog standarda za montažu gotovih WPC vrata.

2.2 Iskrivljena ploča
2.2.1 Uzroci kvarova
Iskrivljenje je jedan od najčešćih nedostataka WPC vrata, koji se uglavnom manifestuje kao lučno savijanje panela vrata u horizontalnom ili vertikalnom pravcu. Glavni uzroci pokrivaju asimetričnu brzinu hlađenja na obje strane profila, nedosljedan zazor ivice kalupa za ekstruziju i nestabilnu vučnu napetost. Asimetrično hlađenje će dovesti do nedosljednog naprezanja skupljanja na gornjoj i donjoj površini panela vrata; nerazuman zazor u usnama će uzrokovati neravnomjerno pražnjenje kompozitnih materijala; i česte fluktuacije brzine vuče će pogoršati neuravnoteženu distribuciju naprezanja poluproizvoda.
2.2.2 Profesionalne korektivne mjere
Da bi fundamentalno riješili problem savijanja, proizvođači moraju izvršiti sinhroni optimizaciju sistema hlađenja, strukture kalupa i parametara vuče. Prvo, implementirajte uravnoteženo upravljanje hlađenjem, prilagodite protok vode i temperaturu kanala rashladne vode na obje strane kalupa za oblikovanje, osigurajte sinhronu brzinu hlađenja gornjih i donjih dijelova WPC panela vrata i smanjite razliku naprezanja koja nastaje u fazi hlađenja.
Drugo, redovno otkrivajte i kalibrirajte zazor u usnama kalupa za ekstruziju kako biste osigurali simetriju zazora na lijevoj i desnoj, kao i na gornjoj i donjoj strani, tako da se rastopljeni WPC materijali mogu ravnomjerno ispuštati, a gustina svih dijelova panela vrata ostaje konzistentna. Konačno, održavajte konstantnu radnu brzinu vučne jedinice, postavite razuman prag zatezanja, izbjegavajte iznenadna ubrzanja i usporavanja i spriječite da vanjska vučna sila uzrokuje nepovratno savijanje neohlađenog očvrslog panela vrata.

2.3 Strukturna deformacija
2.3.1 Uzroci kvarova
Za razliku od površinskog iskrivljenja, strukturna deformacija pripada unutrašnjim trajnim oštećenjima WPC profila vrata, uključujući udubljenje, torziju i sveukupno urušavanje. Ovaj nedostatak je uglavnom uzrokovan nerazumnim dizajnom puta hlađenja, zaostalim unutrašnjim naprezanjem unutar materijala i neuravnoteženom formulom sirovog materijala. Nerazumni putevi hlađenja dovest će do prekomjernog zaostalog naprezanja unutar profila; neusklađeni omjer biljnih vlakana, plastične matrice i aditiva će smanjiti žilavost i strukturnu stabilnost WPC materijala, čineći gotove proizvode sklonim deformaciji pod vanjskim promjenama temperature i ekstruzijom vanjske sile.
2.3.2 Profesionalne korektivne mjere
Yongte inženjeri predlažu tri glavna smjera optimizacije za rješavanje strukturalnih deformacija: optimizacija puteva hlađenja, oslobađanje zaostalog unutrašnjeg naprezanja i prilagođavanje formule sirovog materijala. Što se tiče puteva hlađenja, redizajnirajte raspored unutrašnjih i eksternih kanala rashladne vode opreme za oblikovanje, usvojite stepenovani način hlađenja predhlađenja, oblikovanja pri konstantnoj temperaturi i konačnog hlađenja, ostvarite sporo oslobađanje naprezanja tokom hlađenja kalupa i izbjegnite prekomjerno nakupljanje unutrašnjeg naprezanja.
Za regulaciju unutrašnjeg naprezanja, dodajte dio za starenje za ublažavanje naprezanja nakon procesa vuče, stavite prvobitno oblikovanu ploču vrata u okruženje s konstantnom temperaturom i konstantnom vlagom na određeni period kako biste eliminirali zaostalo naprezanje. U smislu optimizacije formule, prilagodite omjer miješanja drvnog praha, plastičnih čestica, sredstva za spajanje i stabilizatora, poboljšajte međufaznu silu vezivanja između biljnih vlakana i termoplastične smole, poboljšajte ukupnu žilavost i sposobnost kompozitnih materijala protiv deformacije i u osnovi smanjite vjerojatnost strukturne deformacije.
3. Zaključak
Dimenzijska devijacija, iskrivljenje i deformacije su ključna uska grla koja ograničavaju nadogradnju kvaliteta proizvoda od WPC vrata, a pojava različitih nedostataka je međusobno povezana i pod utjecajem višestrukih proizvodnih veza. U stvarnoj proizvodnji, proizvođači ne treba da se oslanjaju samo na otklanjanje grešaka u jednom parametru, već i da izgrade sistem kontrole kvaliteta celog procesa koji pokriva formulu sirovina, ekstruziono prelivanje, vakuumsko oblikovanje, hlađenje vodenim hlađenjem i vuču konstantnom brzinom.
Usvajanje visokopreciznog proizvodnog procesa vakuumskog oblikovanja + vodenog hlađenja + stabilnog vuče za kontrolu dimenzionalnih grešaka, usklađivanje balansiranog hlađenja i simetrične strukture matrice kako bi se spriječilo savijanje i optimizacija puteva hlađenja i formula materijala za eliminaciju strukturalnih deformacija može efikasno riješiti gore navedene uobičajene probleme kvalitete. Za preduzeća za WPC vrata, standardizovano podešavanje parametara procesa i svakodnevno održavanje opreme takođe su važni preduslovi za održavanje dugoročno stabilnog kvaliteta proizvoda.
Prethodno:Razlog pucanja u WPC podovima